Før man giver sig i kast med at lave klinger, skal man lige gøre sig klart, at det tager rigtig meget af den tid, man ellers kunne have brugt på at lave knive.
Har man fat i noget brugbart stål (der kan hærdes og anløbes til en hårdhed omkring 58-60 HRC), så behøver man egentlig bare nogle gode file, masser af håndkraft og tålmodighed, så er man i gang.
Jeg har efterhånden også fået investeret i en større maskinpark: metalbåndsav, vinkelsliber, båndsliber m. frekvensomformer, hærdeovn og anløbningsovn. Nå ja, jeg har jo også smedjen. Jeg kunne have købt MANGE! klinger for de penge, der er brugt på alt det… Men det er sjovt at lave sine egne klinger 🙂
Jeg går her igennem, hvordan jeg laver mine klinger. Jeg bruger 12C27 og Böhler N690. Det sidste er efter min mening fuldt på højde med RWL34.
Jeg har købt nogle plader Böhler N690 hjem fra Sydafrika 8 x 100 cm, og 3,25 mm i tykkelse. Pris pr. stk. incl. fragt moms mv: ca 450,- kr pr stk. (nov. 2013) En plade magen til koster i Tyskland 800,- kr + fragt.
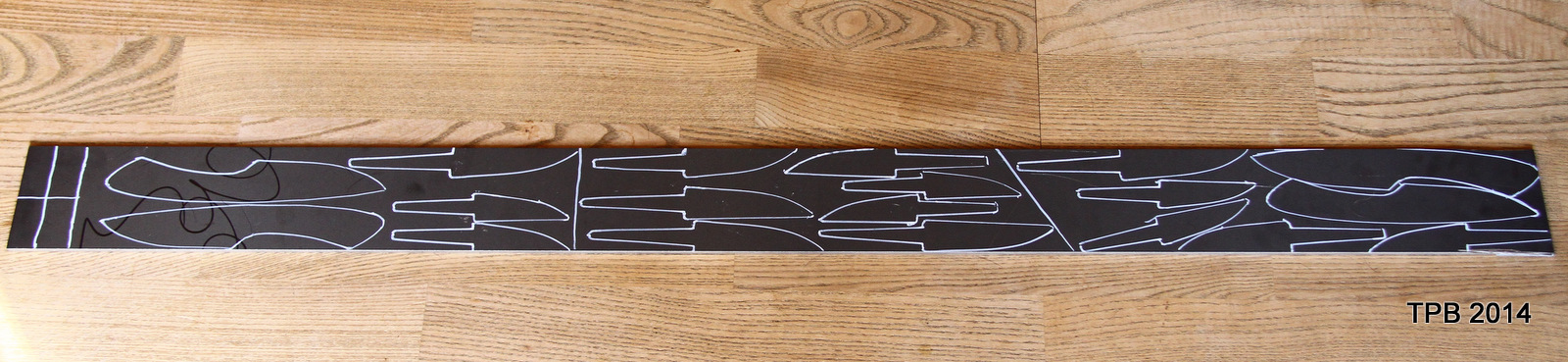
Her er klingerne tegnet op på stålpladen. Erfaringen fra udskæringen er, at klingerne skal tegnes op, så man med en vinkelsliber kan skære pladen i mindre stykker end optegnet på pladen. Det gør udskæringen på båndsaven meget hurtigere.
Jeg bruger denne tuch til at tegne klingerne op med. Stregerne er stadig synlige, også hvis pladen bliver omkring 400 gader. Hvis man bruger en tuch, der ikke kan tåle vand eller varme, får man problemer under konturslibningen.
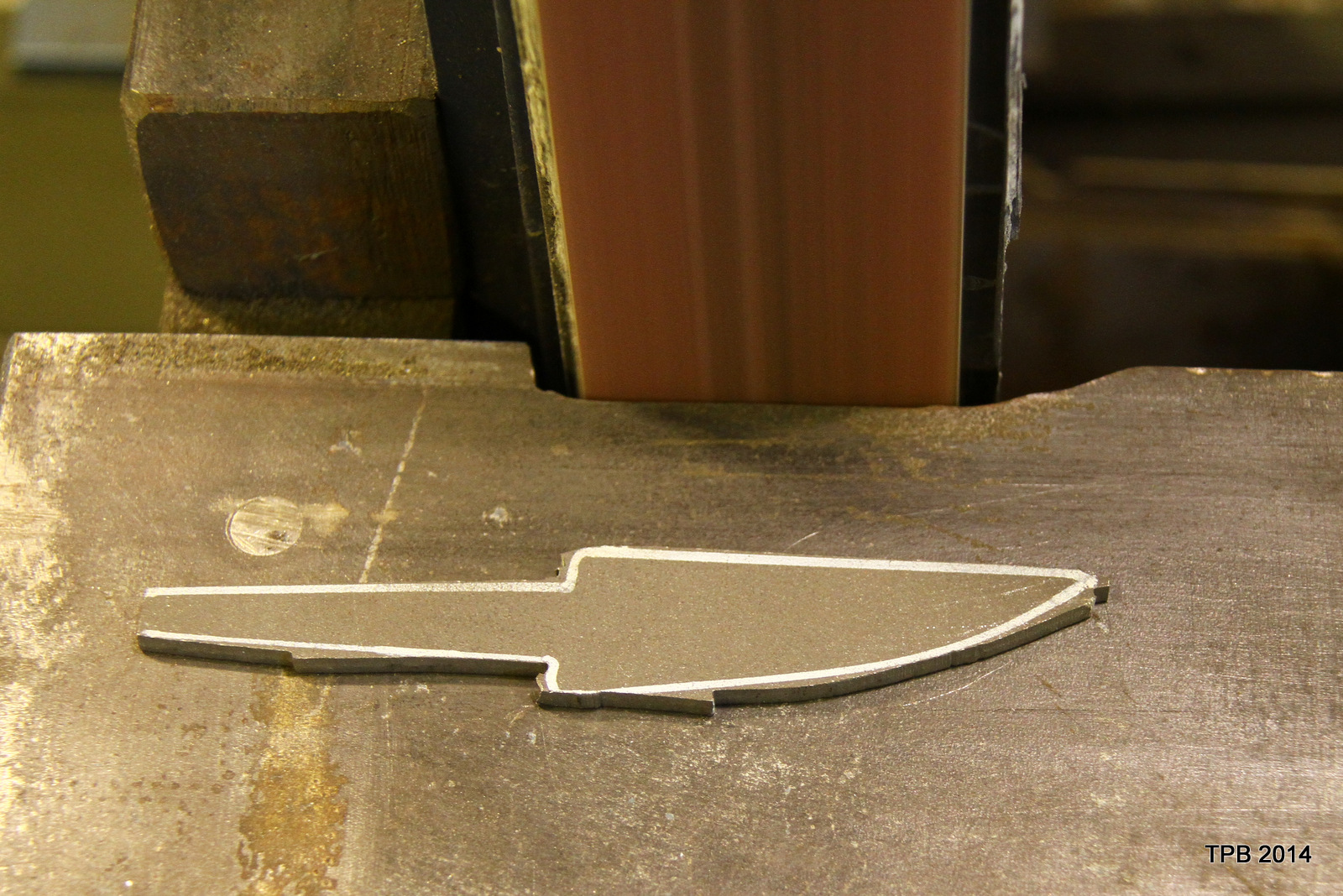
Klingerne er her savet ud med metalbåndsaven, og klar til at blive kontur-slebet på båndsliberen.
Konturslibningen gøres først med korn 80 ind til stregen, og derefter med korn 380 som findpudsning.
Nu begynder det at ligne noget.
Herefter skal klingen planslibes, først med korn 80, der fjerner den grove overflade.
Her ses mine to holdere, som jeg bruger, når klingerne skal planslibes på planslibelandet på båndsliberen. Jeg syntes, at det er svært at få godt på landet, så jeg grov-sliber klingerne med båndsliberen, og tager resten op til korn 600 i hånden.
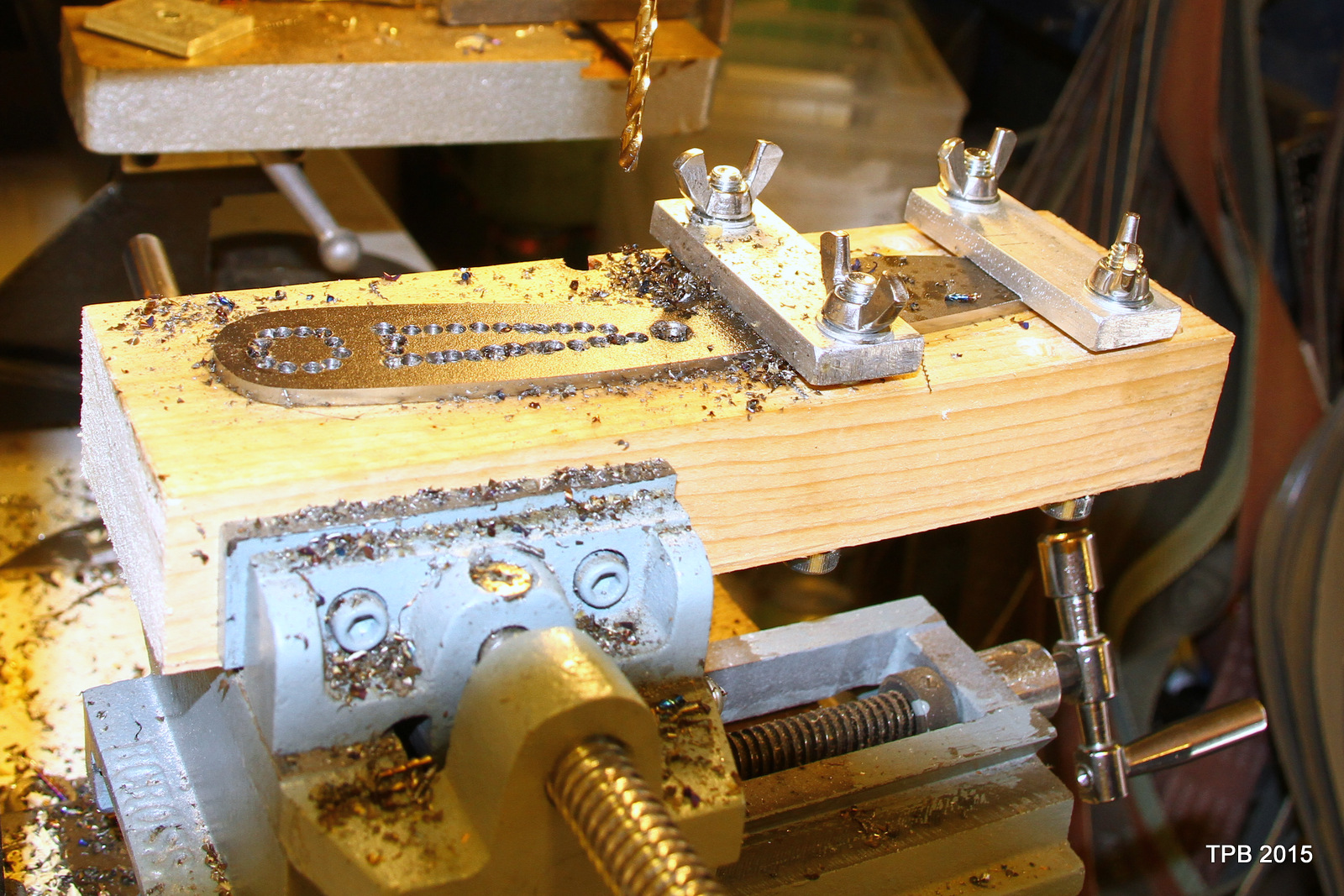
For at få boret hullerne i fuldtangsklinger præcist, har jeg lavet denne holder til klingerne. Med den kan jeg styre boret meget bedre.
Egentlig lavede jeg den, da jeg skulle lave nogle klinger til paracord, hvor der skulle fjernes meget af midten af håndtagsdelen, og havde behov for at bore meget tæt, men den er også rigtig god til at bore de “alm” huller i fuldtangsklinger.
Derefter skal klingen stemples, hvis man har et stempel, ellers kan man til allersidst ætse sit logo på klingen.
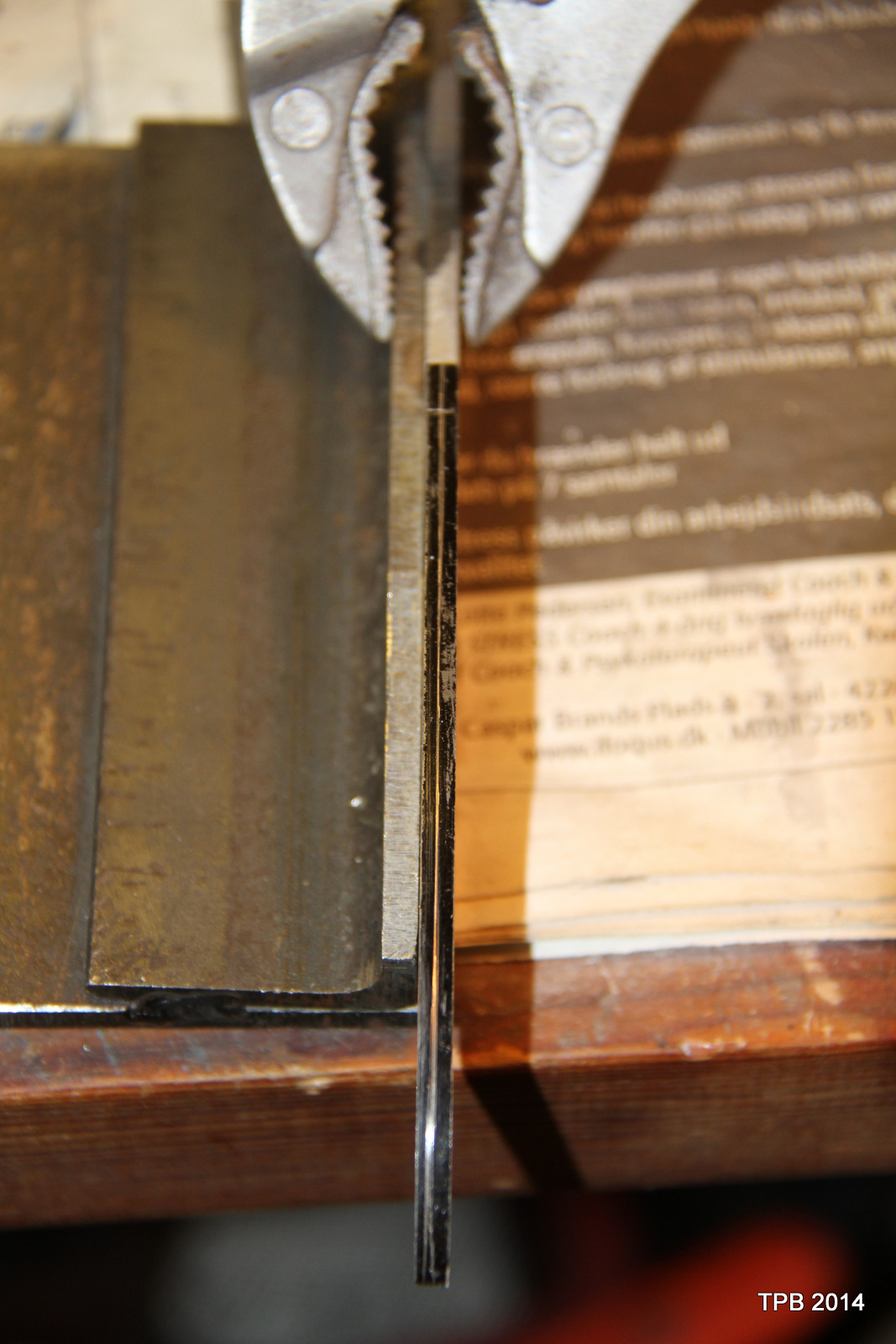
Inden slibningen af fasen, skal midterlinien på klingen mærkes op. Først sværtes det op med en vand og varmefast tusch, derefter kan man fx med et 3 mm bor på en plan flade trække en linie på klingen.
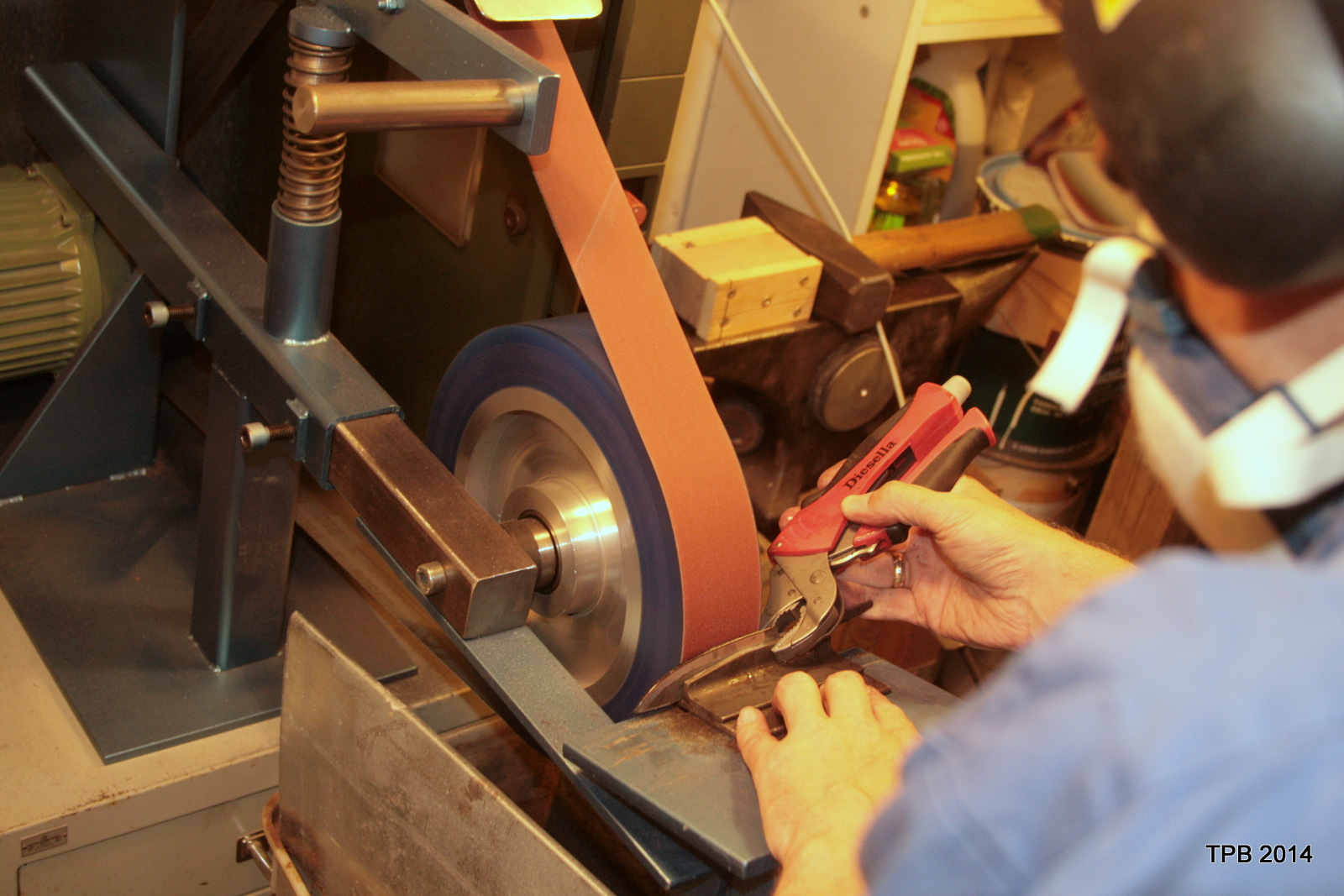
Jeg bruger denne jig, når jeg skal slibe fasen på klingerne. Tangen bruges til at holde klingen fast med.
Jeg har, i begge sider af jiggen lavet 2 huller, hvor der kan sættes stifter i. På den måde kan jeg ændre vinklen på fasen, hvis jeg ikke gør det, bliver fasen meget bred mod skæftet, og meget smal mod spidsen. Husk optegning med vandfast tusch. Mærket skal selvfølgelig føres om på modsatte side, så fasen får samme vinkel på den anden side også.
Her ses, hvordan klingen bliver holdt op mod slibebåndet.
Her ses, hvordan jeg har mærket klingerne op, så de bliver ens. Til brug efter hærdningen, er det et god ide, at tegne klingerne op på et stykke papir, og også mærke op, hvor optegningen til udslibningen skal sidde.
Så er det jo bare at gå i gang. Jeg starter med korn 80, går videre med korn 380, og slutter af med korn 600.
klingerne skal køles ofte, og husk at få tørret klinge og jig god af, inden den sættes på båndsliberen igen. Det kan ikke ses på billedet, men jeg har pejseglas limet på forpladen på båndsliberen, og hvis der er vand, så “suger” jiggen sig fast, og gør det svært at få slebet pænt.
Hastigheden på båndsliberen styres af frekvensomformeren. Høj hastighed til de grove bånd, lavere til de fine.
For at kunne indstille båndsliberen korrekt igen, har jeg lavet disse aluplader, som jeg sliber i den ene ende ved en given vinkel. Så skriver jeg på pladen, hvad den skal bruges til, så kan jeg finde indstillingen igen, uden at skulle gætte mig frem.
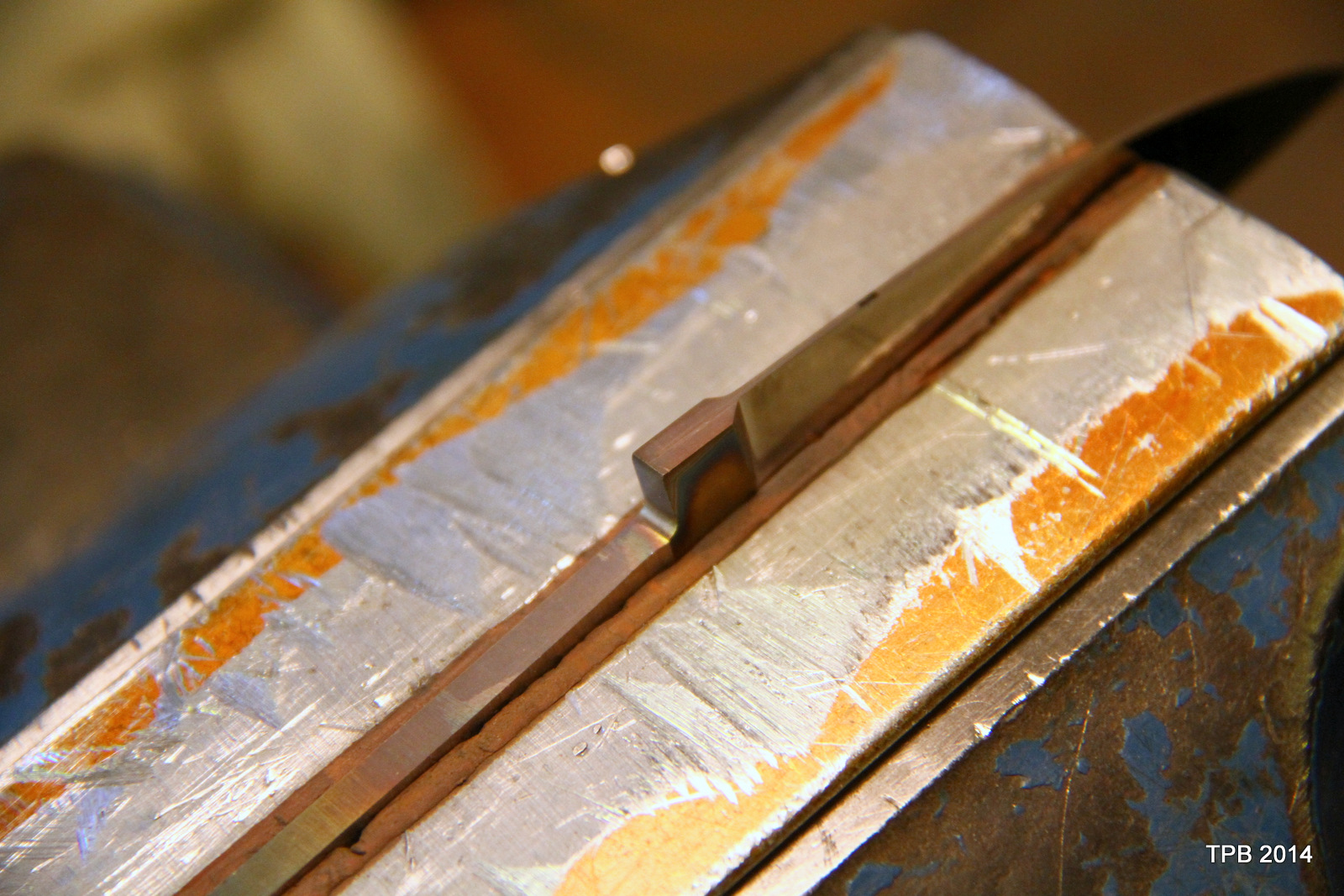
For at tynde klingen lidt mod spidsen, sliber jeg det der kaldes en “falsk æg”.
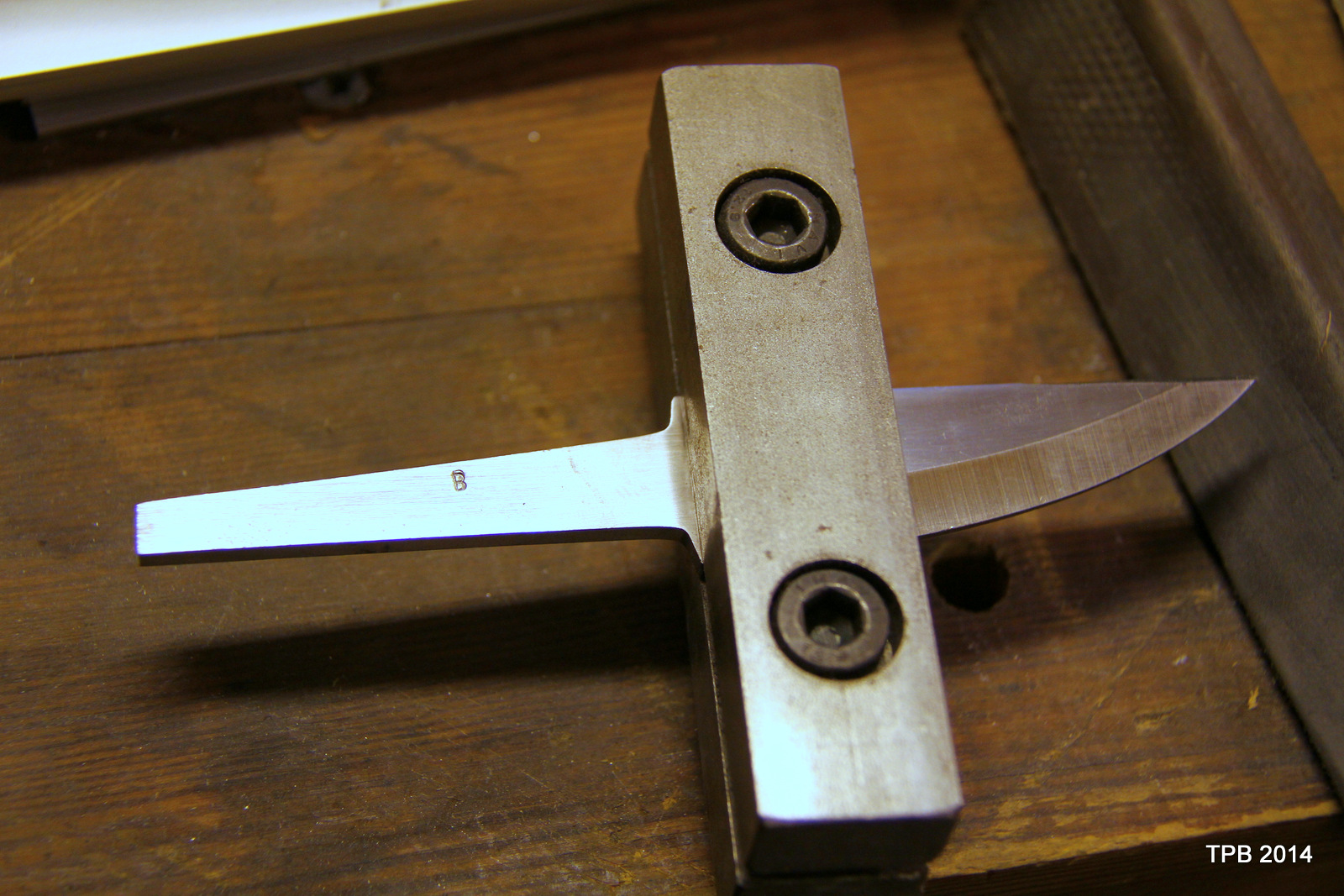
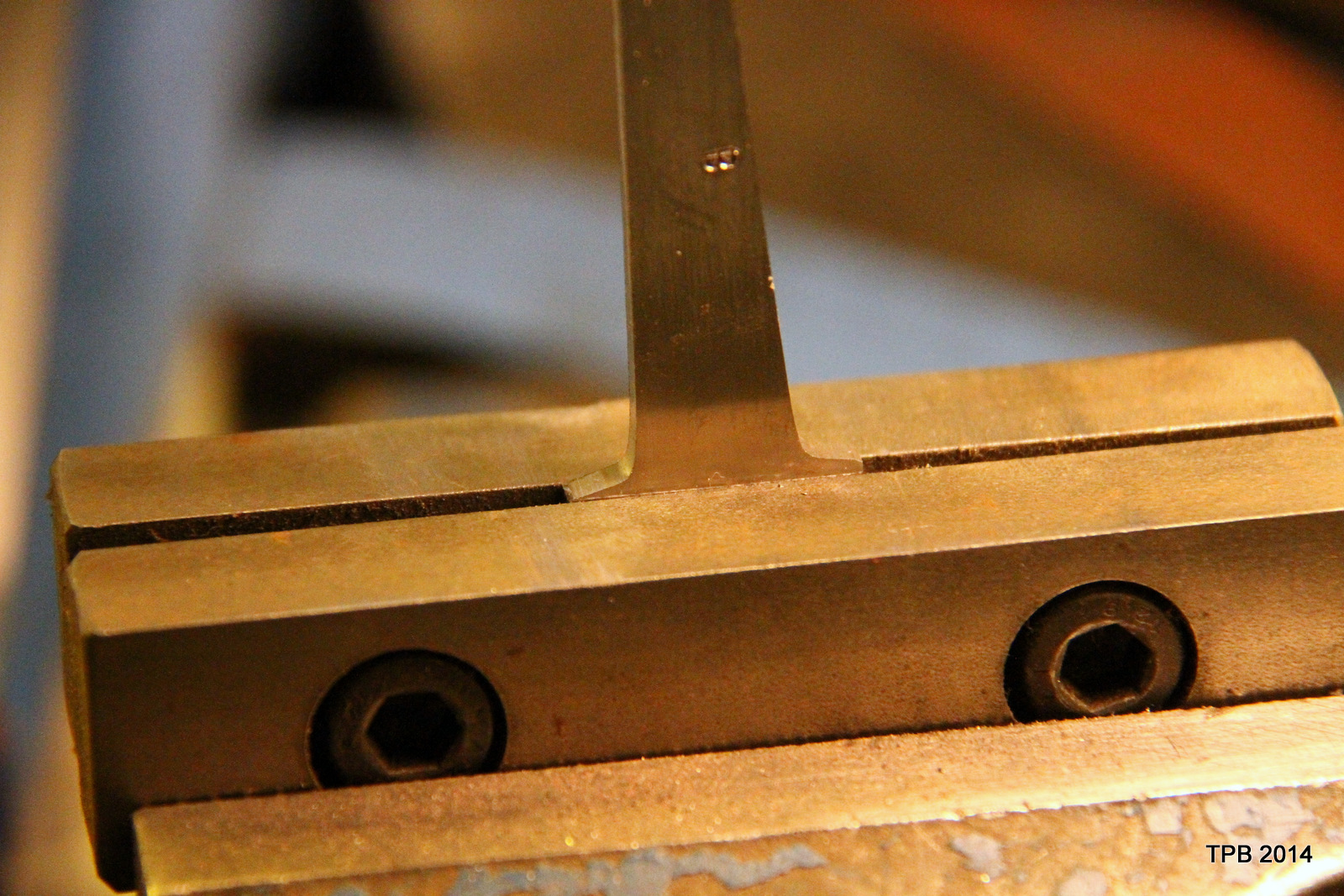
Til at rette “skuldrene” på klingen har jeg denne holder.
Den spændes op i skruestikken, og så bliver der filet ned til klingen er plan i begge sider.
Så skal de små detaljer også slibes op til korn 1000, inden hærdning.
Ryggen skal også have en tur. Smergellærred korn 120 – 220 – 380 – vådslibepapir 600 – 800 – 1000
Samme tur får siderne, alle ridser og mærker skal væk inden hærdningen. Det tager fire gange så lang tid bagefter… Det ved jeg!
Selve hærdeprocessen tager vi på en anden side, man kan gøre det selv som jeg, eller lave en bunke klinger, og betale et hærderi for at gøre det.
Her er klingerne efter hærdningen, klar til at blive anløbet, hvilket også bliver gennemgået under hærdning på en anden side.
Efter hærdningen skal klingerne slibes op. Jeg sliber det hele i hånden, op til korn 3000, hvilket tager lang tid, da alle ridser fra foregående slibning skal helt væk, inden man skifter bånd. Hvis grundarbejdet er gjort godt nok inden hærdning, kan man efterhærdningen starte med vådslibepapir korn 400, derefter 600 – 1000 – 1500- 2000 – 2500 og slutte af med 3000.
Så skal æggen slibes op, det gør jeg med min Tormek vådsliber.
Til slut skal klingen poleres op, hvilket jeg gør på min polermaskine.
6 thoughts on “Fra stålplade til færdig klinge.”
Hej Torben.
Hvis jeg nu skal bruge nogle klinger til folde knive er det så noget du laver på bestilling? evt. af noget damask stål jeg har.
Et lille side spørgsmål: Hvor mange gang er damask stål normalt foldet, eller hvor mange lag består det normalt af?
Hej David
Jeg har desværre ingen erfaring med at lave klinger til foldeknive, og tager ikke nye opgaver ind i øjeblikket, mangler at renovere halvdelen af huset, og har stadig bestillinger der skal laves færdig.
Med hensyn til damask, så kan det være alt fra 6 til 1000 lag, alt efter det mønster, som smeden går efter. Mønstret er dog mest tydeligt, når der er mellem 100 og 300 lag i barren.
Mvh
Torben
Hej Torben. Tak for svar, så må jeg jo høre naboen ad om jeg må låne hans værksted 😉 han er nemlig smed og har sagerne.
6 lag var ikk møj, det jeg har i tankerne er 60 til en rimelige penge, så behøver jeg heller ikke græde så meget hvis jeg kommer til at lave en fejl.
God arbejdslyt med huset og de resterende ordre.
Mvh
David
Hej Torben..super hjemmeside med mange gode informationer. Jeg pusler med tanken om at lave nogle knive selv. jeg har nogle spørgsmål til knivstålet. jeg har bestemt mig for pulverstål enten RWL 34 eller Damasteel.
1 : Kan man sige at RWL 34 er mere rusttrægt end damasteel, da hver andet lag i damasteel er kulstofstål..? ( hvis jeg da har forstået stålets sammensætning rigtigt )
2 : hvor bred laver du æggen på bladet inden hærdning ?
Pfht Jimmi
















Hej Torben.
Hvis jeg nu skal bruge nogle klinger til folde knive er det så noget du laver på bestilling? evt. af noget damask stål jeg har.
Et lille side spørgsmål: Hvor mange gang er damask stål normalt foldet, eller hvor mange lag består det normalt af?
Mvh David
Hej David
Jeg har desværre ingen erfaring med at lave klinger til foldeknive, og tager ikke nye opgaver ind i øjeblikket, mangler at renovere halvdelen af huset, og har stadig bestillinger der skal laves færdig.
Med hensyn til damask, så kan det være alt fra 6 til 1000 lag, alt efter det mønster, som smeden går efter. Mønstret er dog mest tydeligt, når der er mellem 100 og 300 lag i barren.
Mvh
Torben
Hej Torben. Tak for svar, så må jeg jo høre naboen ad om jeg må låne hans værksted 😉 han er nemlig smed og har sagerne.
6 lag var ikk møj, det jeg har i tankerne er 60 til en rimelige penge, så behøver jeg heller ikke græde så meget hvis jeg kommer til at lave en fejl.
God arbejdslyt med huset og de resterende ordre.
Mvh
David
Hej Torben..super hjemmeside med mange gode informationer. Jeg pusler med tanken om at lave nogle knive selv. jeg har nogle spørgsmål til knivstålet. jeg har bestemt mig for pulverstål enten RWL 34 eller Damasteel.
1 : Kan man sige at RWL 34 er mere rusttrægt end damasteel, da hver andet lag i damasteel er kulstofstål..? ( hvis jeg da har forstået stålets sammensætning rigtigt )
2 : hvor bred laver du æggen på bladet inden hærdning ?
Pfht Jimmi
Hej Jimmi
Både RWL34 og Damasteel (fra firmaet Damasteel) er rusttrægt, der er ingen forskel, jeg lader ½ mm stål blive i æggen inden hærdning.
Mvh
Torben
Hej Torben, mange tak for svar, og igen tak for en god hjemmeside, kanon for sådan en nybegynder som mig.