Hærdning med afkøling mellem jern- eller aluminiumklodser.
Til hærdning af rusttægt(12C27) og rustfrit stål (RWL34, Böhler N690 m.v.) Kommer temperaturen så højt op,(1050 – 1080C) og klingen skal holdes på hærdetemperaturen i 8-15 minutter, det gør at der dannes glødeskaller på klingerne.

Jeg lavede i starten et forsøg, hvor den øverste af de 2 klinger var smurt ind i pejsekit, den nederste var ubeskyttet. Som det nok fremgår, så vil der være meget arbejde med at få dem renset op efter hærdning. Jeg bruger nu altid hærdefolie, se nedenfor.
Hærdning af rustfrit stål kræver temperaturkontrol, hvorfor det gøres i elektriske hærdeovne. Jeg har bygget min egen.

Efter mine eksperimenter med hærdning af 12C27 uden beskyttelse, og med pejsekit som beskyttelse er jeg endt med at indkøbe hærdefolie til at pakke klingerne ind i under hærdningen.


Da det er meget svært at få oliekølet klingerne, når de er pakket ind i folie, besluttede jeg at prøve afkøling ved hjælp af jernklodser. Jeg bruger nu kun alu-klodser, selv om at der er ikke umiddelbart nogen større forskel i effekten.

Jeg skulle hærde disse 3 klinger i RWL 34, der skal hærdes ved en temperatur af 1050 grader.
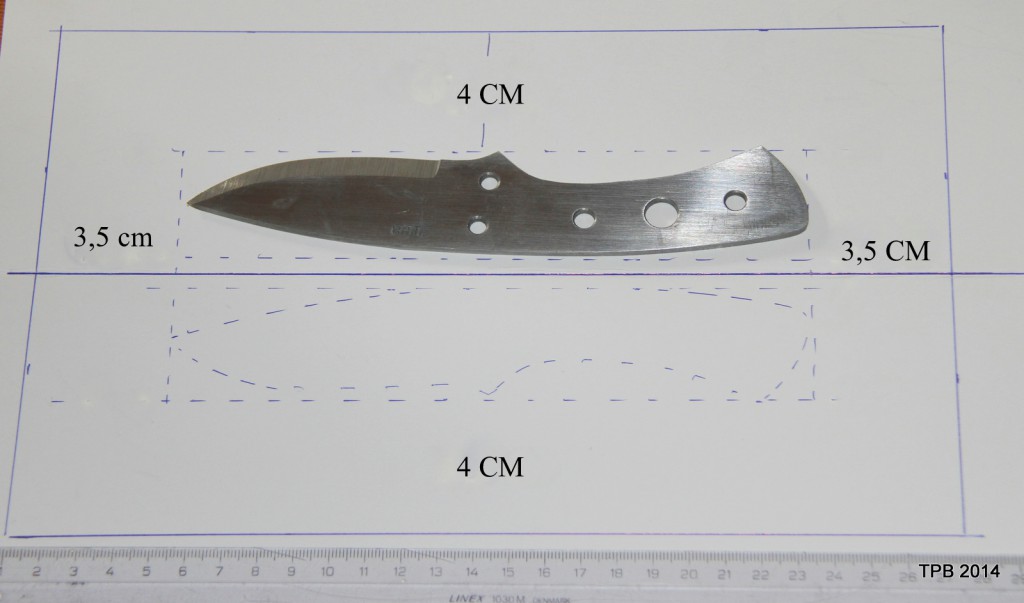
Her er en princip-skitse af, hvordan man beregner størrelsen af det stykke hærdefolie, man skal bruge til at pakke klingen ind i.
Hærdefolien beskytter klingen, idet der ikke kommer ilt til klingen under hærdningen, og derfor opstår der ikke glødeskaller. Hærdefolien kan klare op til 1200 grader. Det er vigtigt at klippe lige!, og have rette vinkler, da folien skal foldes 2 gange, for at lukke den tæt. Foldningen skal bankes/trykkes hårdt for at man kan være sikker på at posen er luftæt. Det er en erfaring!, at der skal være luft omkring klingen i posen, ellers risikerer man at hærdefoliet brænder fast på klingen. Jeg bruger nu talkum for at undgå det, klingerne dyppes i talkum, inden de lægges i posen, og problemet er løst.
 
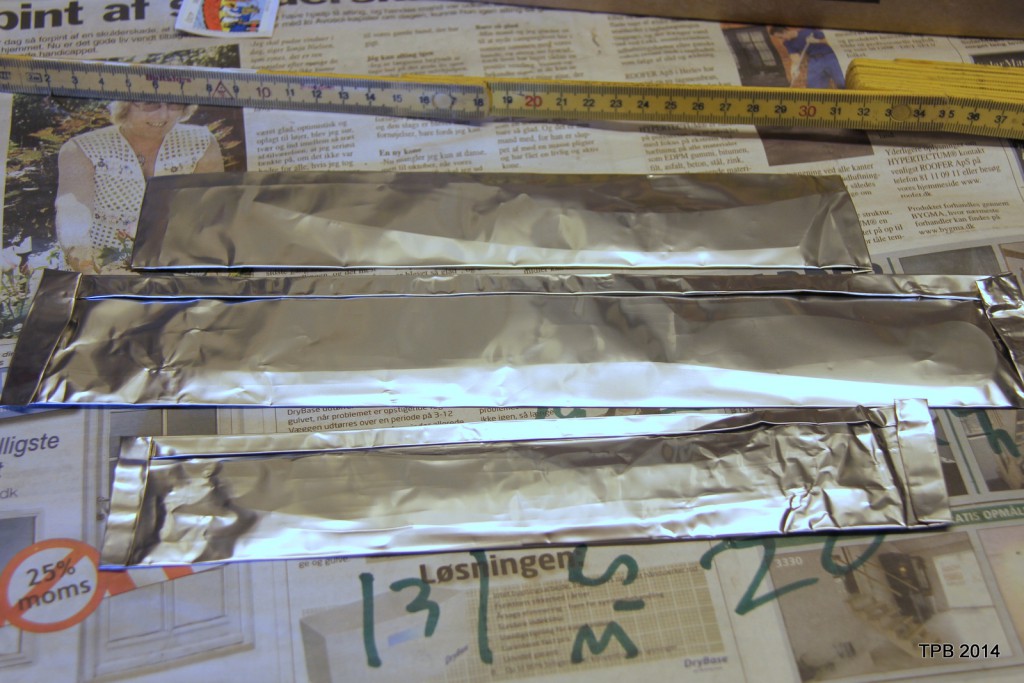
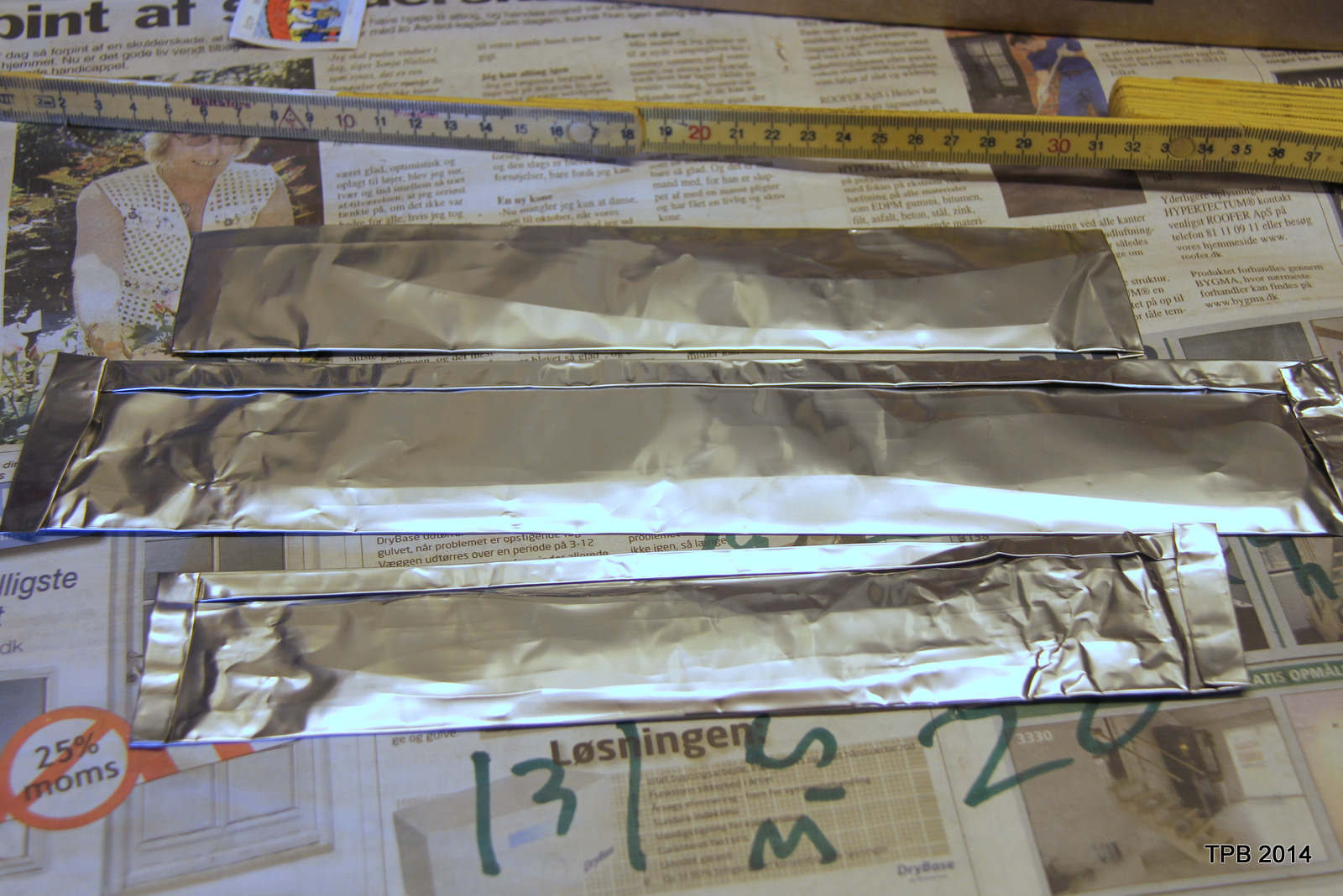
Her er klingerne pakket ind, og klar til at komme i hærdeovnen.

Jeg har lavet en ny klingeholder, der bedre passer til formålet, når klingerne er pakket ind. (her vist uden at klingerne er pakket ind)

Når klingen er taget ud af ovnen, 1050 grader varm, lægges den straks mellem de 2 jern- aluklodser, og de 2 stykker togskinner bliver lagt ovenpå, for at holde på dem.
Jeg forsøgte at følge varmeudviklingen i jernklodserne med mit ir-termometer, og de blev ikke over 30-35 grader varme, og efter et par minutter var klingerne til at holde i hånden uden problemer.

Her ses en foliepakke, der har været i ovnen. Nogen bruger dem 2 gange, men det tror jeg ikke at jeg vil forsøge mig med.

Sådan kom klingerne til at se ud, efter at de var pakket ud af hærdefoliet. De er bare lidt anløbne på overfladen, nemt at pudse væk 🙂
Jeg har også lavet et eksperiment, hvor jeg kølede 3 stykker stål mellem pladerne, og 3 stykker stål i olie, der var ingen forskel på hårdheden, og det svinede mere med olien, så jeg holder mig til pladekøling
Det er nu min erfaring, at klingerne kan/skal slibes op til korn 1000, alle ridser fjernes, inden hærdning, efter hærdning kan man fjerne oxyderingen med vådslibepapir korn 400, ,og derefter slibe pudse op til korn 3000 uden større problemer.
Der er ikke så mange billeder fra processen, men jeg har taget video, her er et link http://youtu.be/9SGd1SqkVW8
Hærdedata rustfrit stål
Stålbetegnelse
|
Hærdetemperatur
|
Holdetid
|
Afkølingsmetode
|
Anløbstempertur
|
HRC
|
Sandvik 12C27
|
1070C
|
2 min/mm
|
Plade
|
190C
|
59
|
Böhler N690
|
1080C
|
2 min/mm
|
Plade
|
140C
|
59-60
|
Böhler N695
|
1030C
|
20 min
|
Plade
|
145C
|
58-59
|
RWL 34
|
1080C
|
1,5 min/mm
|
Plade
|
200C
|
59-60
|
Jeg fryser (-20 C) altid rustfrit stål natten over mellem hærdning og anløbning, det hjælper på anløbningen, uden at gøre stålet blødt.
Hærdedata ikke rustfrit stål
Stålbetegnelse
|
Hærdetemperatur
|
Holdetid
|
Afkølingsmetode
|
Anløbstempertur
|
HRC
|
Arne/O1
|
825
|
20 min
|
Olie
|
250C
|
59-60
|
Kuglelejestål
|
840
|
|
olie
|
200C
|
59-60
|
Torben
|
|









dem der blev kølet ned med tøris, hvor højere en hrc opnåede du begrund af det? og er der et stål der godt for begyndere. for tænker at noget ikke rustfrit er nemmere og hærde. men hvad er din erfaring mvh nicklas. ps fede ting du laver af selvbygget værktøj
Jeg mener, at klingerne endte op med en hrc på 58, det er anløbningen, der afgør det. 12C27 er ikke et begynderstål, i hvert fald ikke, hvis du ikke har en hærdeovn. kulstål er nemmere at hærde i en esse.