| Lært på Knivseminar Skjern 12. – 14. okt. 2001.

Smed Bjarne Rasmussen.
Oplevet, fortalt og fotograferet af Torben P. Behrens.
Jeg havde fornøjelsen at være med på knivforeningens knivseminar i Skjern d. 12. – 14. oktober 2001. Som nyt medlem i knivforeningen var jeg meget spændt på, hvad jeg kunne få ud af sådan et seminar. Jeg blev ikke skuffet. Jeg ville gerne have overværet det hele, men med op til 5 forskellige demonstrationer på samme tid, måtte jeg vælge, det var ikke nemt. Når der ikke var demonstrationer blev der snakket kniv, vist knive og udvekslet erfaringer, alle tiders, det er ikke sidste gang, jeg tager med på knivseminar.
Jeg tilbragte en stor del af tiden i smedjen, hvor smed Bjarne Rasmussen fra Haderslev viste sin evner. Det var en spændende og lærerig oplevelse.
Jeg har her forsøgt at beskrive, hvordan han af en kasseret motorsavskæde fik lavet en mønstersmedet/damaskeret knivklinge(se ovenfor)

En kasseret motorsavskæde lægges dobbelt, så der ligger 4 kæder ved siden af hinanden. Kæden lægges på essen, så midten varmes op først.
Det kan være en fordel at vikle lidt ståltråd om, for at holde på kæden.
Kæden vrides sammen, de 2 ende-stykker varmes op et af gangen og vrides også.

Den “pølse”, der kommer ud af det skal så komprimeres, det sker ved sænksmedning. Sænken har en diameter på ca. 20 mm.
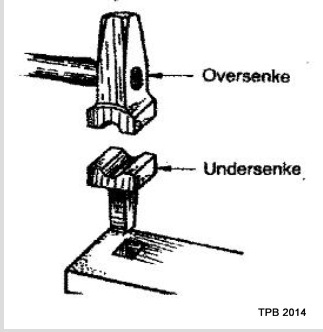
Hvis den ikke bliver sænksmedet, går “pølsen” fra hinanden, p.g.a. kædens struktur. Under sænksmedningen skal “pølsen” drejes i “gevindretningen”, ellers kan det gå fra hinanden.
Stangen varmes nu godt op, der drysses boraks på, og den skal så (esse)svejses sammen. Du skal forsøge at dreje stangen under smedningen, så slagene følger “gevindretningen”
Har du en sænke på ca. 15 mm, kan det gøre i den. Bruger du en sænke, skal du igen dreje stangen i “gevindretningen” mens du essesvejser.
Boraks’et må først komme på, når stangen er godt rødvarm, da det ellers kan virke isolerende, og gøre det umuligt at få varmet stangen op til svejsetemperatur.
Når stangen svejses sammen, skal der slås med hurtige, hårde slag. Det er bedre at slå mange gange med hurtige, små slag, end få gange med langsomme hårde slag, da stålet hele tiden mister varme.
Svejsetemperaturen er ved at være der, når farven på flammerne i essen skifter fra gul til hvid, og boraks’et begynder at flyde.
Mens stangen er rødvarm, bør du se efter mørke felter, der er svejsningen ikke lykkedes, det er dog kun større fejl, du kan se. Så der skal der varmes og slås igen.

Stangen foldes og essesvejses, foldes og essesvejses, i alt 3-4 gange. (se evt. sidst på siden)
Efter at stålet er svejset sammen, smedes det ud til en stang på ca. 200 x 5 x 20 mm. Stangen mejsles næsten igennem på midten, og de 2 halvdele bukkes sammen.
Et stykke ægstål, der passer mellem de 2 halvdele varmes op, og lægges ind mellem dem.
Ægstålet er nødvendigt p.g.a. kædens forskellige stålkvaliteter.(det er ikke det hele, der kan hærdes)
Det hele bankes let sammen, varmes op til god rødvarme, og der drysses boraks på.
Herefter essesvejses det, og bankes ud til en stang på ca. 100 mm længde, 20 mm bredde og 10 mm tykkelse. Tangen sættes af, enten på alm. vis, eller ved at der standses 2 trekanter ud, så mønstret i klingen bevares. Spidsen af kniven formes ved afmejsling, så mønstret bevares, og ægstålet forbliver midt i klingen .
Når kniven har den form, som du ønsker, er der “kun” normalisering, slibning, polering, hærdning, anløbning, ætsning og finpolering tilbage.
Tips og tricks:
- · jo fladere, du smeder klingen, jo mere udflydende bliver mønstret i stålet.
- · hvis tangen afsættes ved udstandsning af materialet, ændres mønstret i klingen ikke.
- · Når stålet er i essen, og har svejsetemperaturen, kan man klemme det sammen med en
- tang, inden det tages ud og slås sammen. Det er med til at lette svejsningen.
- · Armbolten kan evt. forvarmes inden essesvejsningen, så stålet ikke køles for hurtigt. Det er særligt vigtigt om vinteren, hvor armbolten er godt kold.
- ·
- · Rens kæden med rense-benzin inden processen, så der ikke er urenheder på den.
- ·
- · Bland evt. boraks med jernspåner 1:1, det skulle fylde småhullerne ud, så du undgår svejsefejl
- For at få det smukkeste mønster, bør man nok kun folde barren en enkelt gang, evt. omkring ægstålet.
- Det er måske en god ide, at slå tænderne på kæden flade, inden man begynder processen.
Husk: fra viden til kunnen er der et spring, mellem uvidenhed og kunnen er der en afgrund.
Bjarne Rasmussen har været venlig at læse korrektur på ovenstående.
God fornøjelse
Torben P. Behrens

Her er et billede af en papirkniv, som jeg lavede som et forsøg,kæden foldet en gang.
Torben
|


